摘要:分析介绍了电火花高速小孔加工原理和特点,重点叙述了围绕提高航空发动机叶片气膜孔加工质量,对若干关键技术进行攻关提升以及多轴数控电火花高速小孔加工技术和设备在航天、航空等关键制造业的应用情况。
关键词1:航空航天发动机零件;精密群小孔加工;电火花高速小孔加工技术
0.引言
在航天、航空、军工等关键制造领域,一些用特殊材料制造的关键零部件,如叶片、燃油喷注器、火焰筒等,有大量空间位置复杂的精密小孔需要加工。这些特殊材料零部件的复杂特殊型面、型孔、微细结构的加工,用传统的机械加工存在着排屑难、切削温度高、钻头径向刚性差,定心困难且易钻偏和易折断、钻头制造困难且价格昂贵、加工孔口有毛刺等问题,异型小孔机械加工更难以解决。采用激光加工则存在加工孔表面粗糙度差、精度难以控制、深径比小等缺陷。电火花加工技术在加工中无切削力,加工的表面质量好,精度高,能直接从复杂形面加工,能加工淬火钢、不锈钢、硬质合金、钛合金、高温耐热合金等难加工材料,因此电火花加工技术已成为解决这些加工难题的非常重要的技术。
1. 高速电火花小孔加工技术
1.1 关键制造领域小孔加工的基本要求
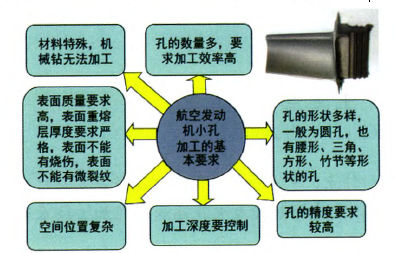
以航空发动机叶片小孔加工为例,图1所示为航空发动机叶片小孔加工的基本要求,具体如下:
图1航空发动机叶片小孔加工的基本要求
①空间位置复杂,材料特殊,机械钻无法加工,需要特种加工方法解决;
②孑L的数量多,精度要求较高,要求满足群孔大批量高效、高精度加工要求;
③孔的表面质量要求高,表面重熔层厚度要求严格,孔的表面不能有烧伤和微裂纹;
④孑L的形状多样,一般为圆孔,也有腰形、三角形、方形、竹节等形状的孑L。
1.2高速电火花小孔加工原理
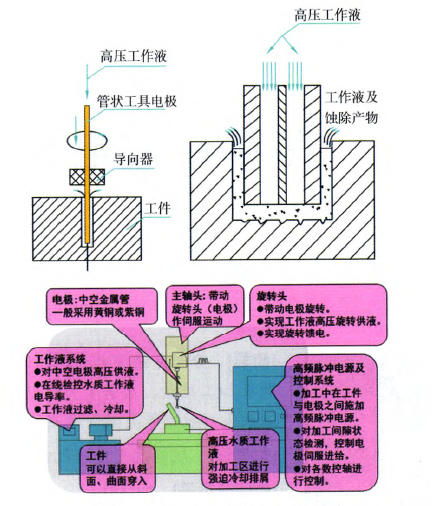
多轴数控高速电火花小孔机采用中空的细小铜管作为工具电极,加工时,在工具电极与工件之间施加高频脉冲电源及高压去离子水。数控主轴在数控系统的控制下,依据加工状态检测信息,作直线伺服运动。当工具电极与工件之间的液体介质被击穿后,形成瞬间火花脉冲放电,在火花通道中瞬间产生高热,使工件表层的金属局部熔化甚至气化,加上液体介质去离子水的冷却作用,形成微小的蚀除颗粒被高压水流带离放电区域,达到蚀除金属的目的。通过数控系统自控制各数控轴实现空间位置复杂的精密定位群孔加工。数控高速电火花小孑L加工的特点是加工效率高、加工精度高、表面质量好、操作方便、环境污染小。图2为高速电火花小孔加工原理。
1.3高速电火花小孔加工技术特点
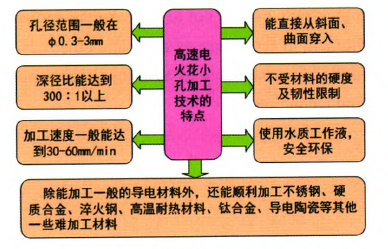
如图3所示,电火花小孔加工技术在加工中无切削力,加工的表面质量好,精度高,加工孔的深径比和
图2高速电火花小孔加工原理
加工效率等都比一般机械加工更高;能直接从复杂形面加工,能加工淬火钢、不锈钢、硬质合金、钛合金、高温耐热合金等难加工材料;加工时采用铜管作为工具电极,成本很低;采用简单圆电极进行数控电火花铣加工技术可实现异型小孔的图3高速电火花小孔加工技术特点加工。
图3高速电火花小孔加工技术特点加工
2.提升航空发动机叶片气膜孔质量的关键技术
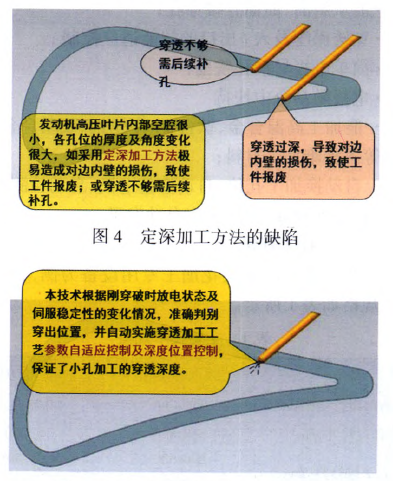
2.1 穿透检测及穿遗深度控镧技术
加工航空发动机叶片气膜孔时,叶片内部空腔很小,在叶片的一侧打孔穿透后,不允许造成对边内壁图3高速电火花小孔加工技术特点加工2提升航空发动机叶片气膜孔质量的关键技术。
2.1 穿透检测及穿遗深度控镧技术
加工航空发动机叶片气膜孔时,叶片内部空腔很小,在叶片的一侧打孔穿透后,不允许造成对边内壁
图5 穿透检测及穿透深度控制技术
2.2穿孔加工入口及出口的智能适应控爿技术
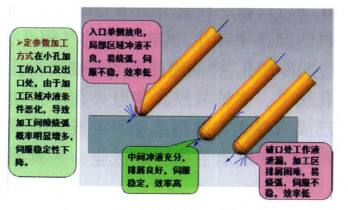
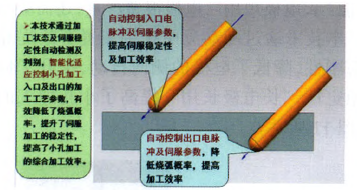
电火花穿孔加工时,当电极与工件之间的夹角较小时,由于入,出口加工区域冲液条件恶化,导致加工间隙烧弧概率明显增多,伺服稳定性下降(如图6所示)。通过加工状态及伺服稳定性自动检测及判别,智能化适应控制小孔加工入口及出口的加工工艺参数,有效降低了烧弧概率,提升了伺服加工的稳定性,提高了小孑L加工的综合加工效率(如图7所示)。
图6常规控制方法的缺陷
图7穿孔加工入口及出口的智能适腑控制技术
2.3采用简单电极铣潮扇形孔和腰形孔技术
在航空发动机叶片气膜孔的加工中,有许多沿叶片表面以一定倾斜角度进入的扇形孔的加工(如图8所示),以往采用电火花成形加工工艺,同样存在加工效率低,加工成本高的问题。此外,航空发动机火焰筒有许多腰形孔的加工需求,以往厂家需进口椭圆形截面的专用中空电极完成加工,定货周期长,货源得不到保证,且价格昂贵,严重制约了关键零件的加工能力。本技术以普通简单圆电极,结合电极损耗补偿策略实施对电极损耗在线补偿,实现扇形孔和腰形孔的加工,可大大降低加工成本,提高加工效率(如图9所示)。
图9采用简单电极铣削扇形孔和腰形孔技术
2.4电极奠动分中扶持技术
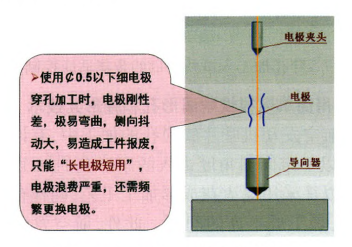
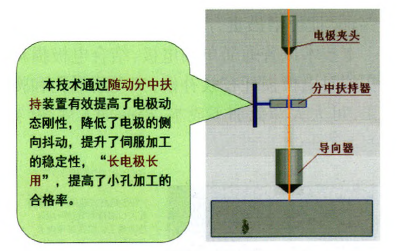
如图10所示,使用中0.5以下细电极穿孔加工时,电极刚性差,极易弯曲,侧向抖动大,易造成工件报废,只能“长电极短用”,电极浪费严重,还需频繁更换电极。本技术通过随动分中扶持装置有效提高了电极动态刚性,降低了电极的侧向抖动,提升了伺服加工的稳定性,“长电极长用”,提高了小孔加工的合格率(如图11所示)。
图10普通电极夹持方式的缺陷
图ll 电极随动分中扶持技术
3.典型多轴数控电火花高速小孔机床及其应用
图1-2—13所示多轴数控高速电火花小孔加工机床,是苏州电加工机床研究所有限公司近年来针对关键制造业的加工需求研发的电火花加工专用设备I,以其优异的技术性能,可满足我国航空、航天、燃气轮机
图12 sE—GK020数控高速等发动机制造中特殊材料关键零(部件)空间位置复
图13 SE—GK018A数控高速电火花小孔加工机
杂的精密群孔加工需求。
①多轴数控高速电火花小孔加工技术主要特点
·x、Y、Z、w、S、C、B七轴数控;
·主要用于航天航空发动机环件类零件复杂空间位置小孔加工,也可用于叶片类零件群小孔加工;
·加工速度快、精度高、表面质量好、深径比大;
·能从斜面、曲面直接穿孔;
·穿透深度及入,出口的智能适应控制;
·简单电极异形孔铣削;
·电极随动分中扶持
·能加工高温合金、钛合金、不锈钢、硬质合金、淬火钢等各种难加工材料;
·自动换加工孔位、自动修整电极、自动检测加工零位、自动换规准、电极用完自动发讯。
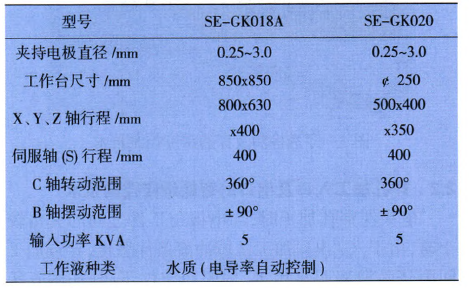
②主要技术规格
以我所研制的电火花加工专用设备为例,其主要技术规格如表1所示。电火花小孔加工机
表1主要技术规格
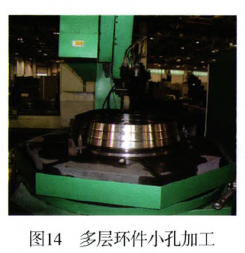
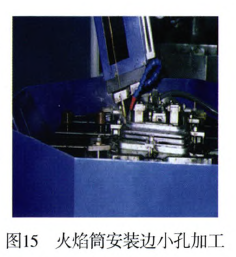
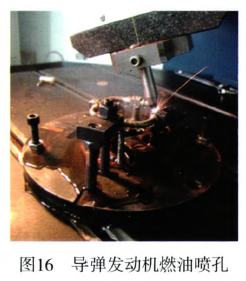
③典型应用
多轴数控高速电火花小孑L加工技术及设备现已大量应用于我国航空航天发动机制造中特殊材料关键零部件空间位置复杂的精密群孔的加工,如大型飞机、歼10、苏27、新一代直升机及运载火箭、导弹、卫星发动机的制造中叶片、涡轮外环的气膜孔、火焰筒及安装边的冷却孔、燃油喷注器的燃油喷射孔等大量精密小孔加工。多轴数控高速电火花小孔加工技术及设备已成为现代关键制造业不可或缺的重要加工方法。图14—17展示了关键制造业一些典型零件加工图片。
4.结语
多轴数控电火花高速小孔加工技术及设备通过多项关键技术的突破,以其优异的加工性能,在用航空、航天、军工等关键制造领域得到了很好的应用,解决了许多用特殊材料制造的发动机关键零件空间位置复杂、精度及表面质量要求高的精密群小孔的加工瓶颈,为我国关键制造业关键零件的加工起到很好的支撑作用。
| 





 发表于 2016-12-26 14:34:06
发表于 2016-12-26 14:34:06