|
2016年9月30日,国家质量监督检验检疫总局发布了《质检总局关于公布工业产品生产许可证实施通则和60类工业产品实施细则的公告》(2016年第102号)的公告。公告指出,为落实国务院行政审批改革要求,进一步推进工业产品生产许可证制度改革,规范工业产品生产许可证工作,根据《中华人民共和国工业产品生产许可证管理条例》(国务院令第440号)、《工业产品生产许可证管理条例实施办法》(质检总局令第156号)规定,以及《质检总局关于深化工业产品生产许可证制度改革的意见》(国质检监〔2015〕364号)精神,质检总局新制定了《工业产品生产许可证实施通则》、并对60类工业产品生产许可证实施细则(不含食品相关产品)进行了修订,现将《工业产品生产许可证实施通则》和修订后的60类工业产品生产许可证实施细则予以公布,自2016年10月30日起实施。自实施之日起,原公布实施细则及修订单失效。请各省级质量技术监督部门(市场监督管理部门)认真贯彻实施,依法加强对发证产品和生产企业的监督管理。
其中涉及磨料磨具行业的砂轮产品生产许可证实施细则如下: 砂轮产品生产许可证实施细则 第一章 总则 第一条 为了做好砂轮产品生产许可证审查工作,依据《中华人民共和国工业产品生产许可证管理条例》、《中华人民共和国工业产品生产许可证管理条例实施办法》、《工业产品生产许可证实施细则通则》(以下简称通则)等规定,制定本工业产品生产许可证实施细则(以下简称细则)。
第二条 本细则适用于砂轮产品生产许可的实地核查、产品检验等工作,应与通则一并使用。
第三条 砂轮产品由国家质量监督检验检疫总局发证。 第二章 发证产品及标准 第四条 本细则发证产品定义、范围及单元划分
(一)定义
根据GB/T 16458―2009 《磨料磨具术语》规定,砂轮是指用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
(二)砂轮产品单元划分及说明见表1。 表1 砂轮产品单元及说明 序号 产品单元 单元产品说明 申请许可范围
1 陶瓷结合剂(V)砂轮 用磨料和陶瓷结合剂(以陶瓷材料为主要原料的结合剂)制成的砂轮 企业按生产能力在申请书中填写单元产品申请许可范围,包括:外径(D)范围、厚度(T)范围、最高使用速度(V)范围、磨料粒度(F)范围、执行标准。
2 树脂结合剂(B)砂轮 用磨料和树脂结合剂(以合成树脂为主要原料的结合剂)制成的砂轮
3 纤维增强树脂结合剂(BF)砂轮 用磨料、玻璃纤维增强网片及树脂结合剂制成的砂轮 企业按生产能力在申请书中填写单元产品申请许可范围,包括:外径(D)范围、厚度(T)范围、最高使用速度(V)范围、执行标准。
4 橡胶结合剂(R)砂轮 用磨料和橡胶结合剂(以人造或天然橡胶为主要原料的结合剂)制成的砂轮
注:单元产品申请许可范围填写示例: 示例一:陶瓷结合剂(V)砂轮D≤500mm、T≤40mm、V≤50m/s、F8及以细磨料粒度、GB/T2485―2008。 示例二:树脂结合剂(B)砂轮450mm≤D≤1000mm、T≤200mm、V≤80m/s、F150及以粗磨料粒度、GB/T 2485―2008、JB/T 3631―2005、JB/T 7983―2013。 示例三:纤维增强树脂结合剂(BF)砂轮D≤400mm、T≤8mm、V≤70m/s、JB/T3715―2006、JB/T4175―2006。 示例四:橡胶结合剂(R)砂轮D≤500mm、T≤200mm、V≤35m/s、GB/T2485―2008。 第五条 本细则的发证产品应执行的产品标准和相关标准见表2。
表2 砂轮产品执行标准和相关标准 序号 标准代号、名称 产品单元
陶瓷 结合剂(V)砂轮 树脂 结合剂(B)砂轮 纤维增强树脂结合剂(BF)砂轮 橡胶 结合剂(R)砂轮
产品标准
1 GB 2494―2014 固结磨具安全要求 √ √ √ √
2 GB/T 2484―2006 固结磨具一般要求 √ √ √ √
3 GB/T 2485―2008 固结磨具技术条件 √ √ √ √
4 GB/T 2490―2007 固结磨具硬度检验 √ √
5 GB/T 2492―2003 普通磨具交付砂轮允许的不平衡量测量 √ √ √ √
6 GB/T 2493―2013 砂轮的回转试验方法 √ √ √ √
7 GB/T 2495―1996 普通磨具包装 √ √ √ √
8 GB/T 4127.1―2007 固结磨具尺寸第1部分:外圆磨砂轮(工件装夹在顶尖间) √ √
√
9 GB/T 4127.2―2007 固结磨具尺寸第2部分:无心外圆磨砂轮 √ √
√
10 GB/T 4127.3―2007 固结磨具尺寸第3部分:内圆磨砂轮 √ √
√
11 GB/T 4127.4―2008 固结磨具尺寸第4部分:平面磨削用周边磨砂轮 √ √
√
12 GB/T 4127.5―2008 固结磨具尺寸第5部分:平面磨削用端面磨砂轮 √ √
√
13 GB/T 4127.6―2008 固结磨具尺寸第6部分:工具磨和工具室用砂轮 √ √
√
14 GB/T 4127.7―2008 固结磨具尺寸第7部分:人工操纵磨削砂轮 √ √
√
15 GB/T 4127.8―2007 固结磨具尺寸第8部分:去毛刺、荒磨和粗磨用砂轮 √ √
16 GB/T 4127.9―2007 固结磨具尺寸第9部分:重负荷磨削砂轮
√
17 GB/T 4127.12―2008 固结磨具尺寸第12部分:直向砂轮机用去毛刺和荒磨砂轮 √ √
表2 (续) 序号 标准代号、名称 产品单元
陶瓷 结合剂(V)砂轮 树脂 结合剂(B)砂轮 纤维增强树脂结合剂(BF)砂轮 橡胶 结合剂(R)砂轮
产品标准
18 GB/T 4127.13―2008 固结磨具尺寸第13部分:立式砂轮机用去毛刺和荒磨砂轮 √ √
19 GB/T 4127.14―2008 固结磨具尺寸第14部分:角向砂轮机用去毛刺、荒磨和粗磨砂轮 √ √ √
20 GB/T 4127.15―2007 固结磨具尺寸第15部分:固定式或移动式切割机用切割砂轮
√ √ √
21 GB/T 4127.16―2007 固结磨具尺寸第16部分:手持式电动工具用切割砂轮
√ √ √
22 GB/T 23541―2009 固结磨具磨钢球砂轮 √ √
23 JB/T 3631―2005 普通磨具树脂重负荷磨削砂轮
√
24 JB/T 3715―2006 固结磨具修磨用钹形砂轮
√
25 JB/T 4175―2006 固结磨具纤维增强树脂切割砂轮
√
26 JB/T 6083―2006 固结磨具碾米砂轮 √ √
27 JB/T 6353―2015 固结磨具树脂和橡胶薄片砂轮
√
√
28 JB/T 7983―2013 固结磨具螺栓紧固砂轮
√
√
29 JB/T 7992―2004 普通磨具外观、尺寸和形位公差试验方法 √ √ √ √
30 JB/T 8338―2012 固结磨具磨轴承球基面砂轮
√
31 JB/T 8373―2012 固结磨具蜗杆砂轮 √
32 JB/T 10039―2013 固结磨具深切缓进给磨砂轮 √
33 JB/T 10450―2015 固结磨具检验规则 √ √ √ √
34 JB/T 11286―2012 固结磨具烧结刚玉砂轮 √
35 JB/T 11431―2013 固结磨具磨钢轨砂轮
√
相 关 标 准
36 GB/T 2478―2008 普通磨料棕刚玉 √ √ √ √
37 GB/T 2479―2008 普通磨料白刚玉 √ √ √ √
38 GB/T 2480―2008 普通磨料碳化硅 √ √ √ √ 表2 (续) 序号 | 标准代号、名称 | 产品单元 | 陶瓷 结合剂(V)砂轮 | 树脂 结合剂(B)砂轮 | 纤维增强树脂结合剂(BF)砂轮 | 橡胶 结合剂(R)砂轮 | 相 关 标 准 | 39 | GB/T 2481.1―1998 固结磨具用磨料粒度组成的检测和标记第1部分:粗磨粒F4~F220 | √ | √ | √ | √ | 40 | GB/T 2481.2―2009 固结磨具用磨料粒度组成的检测和标记第2部分:微粉 | √ | √ |
| √ | 41 | GB/T 24412―2009 磨料磨具用酚醛树脂 |
| √ | √ |
| 42 | JB/T 1189―2005 普通磨料锆刚玉 | √ | √ | √ |
| 43 | JB/T 3294―2005 普通磨料碳化硼 | √ | √ |
|
| 44 | JB/T 3629―2012 普通磨料黑刚玉 | √ | √ | √ |
| 45 | JB/T 7986―2001 普通磨料铬刚玉 | √ | √ |
|
| 46 | JB/T 7987―2012 普通磨料微晶刚玉 | √ | √ | √ | √ | 47 | JB/T 7996―2012 普通磨料单晶刚玉 | √ | √ | √ | √ | 48 | JB/T 12205―2015 普通磨料陶瓷刚玉 | √ |
|
|
| 49 | JB/T 11432―2013 固结磨具用玻璃纤维增强网片 |
|
| √ |
| 50 | JC/T859-2000 长石 | √ |
|
|
| 51 | GB/T1549-2008 纤维玻璃化学分析方法 | √ |
|
|
| 52 | GB/T16399-1996 粘土化学分析方法 | √ |
|
|
|
注:1、打“√”表示该产品单元应具备与之相对应的标准。
2、标准一经修订,企业应当自标准实施之日起按新标准组织生产,生产许可证企业实地核查和产品检验应当按照新标准要求进行。 第三章 企业申请生产许可证的基本条件和资料 第六条 企业申请砂轮产品生产许可证,除按通则要求提交的材料外,应由企业提交符合产业政策自我承诺书。
根据《国务院关于发布实施〈促进产业结构调整暂行规定〉的决定》(国发[2005] 40号)及《产业结构调整指导目录 (2011年本) 》国家发改委2013年第21号令)的规定:禁止新建直径450毫米以下的各种结合剂砂轮(钢轨打磨砂轮除外)制造项目。各省级质量技术监督部门自本细则实施之日起不得受理企业新建项目的直径450毫米以下各种结合剂砂轮(钢轨打磨砂轮除外)产品的生产许可证申请。
第七条 凡生产砂轮产品的企业应具备本条款规定的基本生产条件,内容包括:生产设施和检验设施、生产设备和工艺装备、检验设备,具体要求见表3-1至表3-3;重要的原材料和关键工序、质量控制点、特殊过程,具体要求见表3-4至表3-5。
(一)企业生产砂轮产品应具备的生产和检验的基础设施见表3-1。
表3-1 企业生产砂轮产品应具备的生产设施和检验设施 序号 | 产品单元 | 生产设施名称 | 设施要求 | 1 | 所有单元 | 厂房设施: 1.原材料仓库、成品仓库 2.混料区域、成型区域、干燥区域、烧成(硬化、硫化)区域、加工区域、检验区域、包装区域、工装区域 | 1.原材料仓库、成品仓库与生产区域隔离,并保留充足的工作通道; 2.各区域有明显区分标识,并保留充足的工作通道; 3.所有厂房无影响生产的漏雨漏水等隐患。 | 2 | 除尘或通风设施 | 应配备充足并正常运转,保证各生产区域内不得有生产和加工产生的粉尘和气体污染。 | 3 | 电、气设施 | 1.保障所有生产设施、设备正常运转; 2.符合用电安全规范要求。 | 4 | 液化气或天然气气瓶储存存放区 | 1.与原材料仓库、成品仓库及生产区域完全隔离; 2.保障空气流通。 |
(二)企业生产砂轮产品应具备的生产设备和工艺装备见表3-2。
表3-2 企业生产砂轮产品应具备的生产设备和工艺工装 产品单元 序号 工序名称 生产设备 工艺装备
陶瓷结合剂(V)砂轮 1 结合剂配制 球磨混料机、滚筒式混料机或V型混料机 计时装置、筛分装置
2 混料 逆流混料机、顺流混料机、轮碾机、S型混料机或钟型混料机(浇注) 计时装置、筛松装置
3 成型 油压机、多工位成型机组或模圈(浇注) 模具和投(摊)料装置
4 干燥 干燥炉、干燥窑或干燥室 干燥架或干燥车、测温装置
5 烧成 隧道窑、车式窑或钟罩窑 窑车或拖车、温度控制系统
6 加工 外圆车床、平面车床、异型车床、外圆磨床、平面磨床、全加工机床、切割机、灌孔设备、涂孔设备、镶孔设备或钻孔设备等 刀架、卡具或磨轮(头) 表3-2 (续) 产品单元 | 序号 | 工序名称 | 生产设备 | 工艺装备 | 树脂结合剂(B)砂轮 | 1 | 混料 | 逆流混料机、顺流混料机或轮碾机 | 计时装置、筛松装置 | 2 | 成型 | 油压机或多工位成型机组 | 模具和投(摊)料装置 | 3 | 硬化 | 硬化炉或隧道窑(须能自动控温) | 砂轮架或窑车、温度控制系统 | 4 | 加工 | 外圆车床、平面车床、异型车床、外圆磨床、平面磨床、全加工机床、玻璃纤维绕线设备、切割机、灌孔设备、涂孔设备、镶孔设备或钻孔设备等。 | 刀架、卡具或磨轮(头) | 纤维增强树脂结合剂(BF)砂轮 | 1 | 混料 | 逆流混料机、顺流混料机或轮碾机 | 计时装置、筛松装置 | 2 | 成型 | 多工位成型机组或油压机 | 模具和投(摊)料装置 | 3 | 硬化 | 硬化炉或隧道窑(须能自动控温) | 砂轮架或窑车、温度控制系统 | 橡胶结合剂(R)砂轮 | 1 | 混料 | 对辊混料机或S型混料机 | 计时装置、筛松装置 | 2 | 成型 | 油压机、挤压机、滚压机或冲压机 | 模具和投(摊)料装置 | 3 | 硫化 | 硫化炉(罐)(须能自动控温) | 砂轮架、温度控制系统 | 4 | 加工 | 外圆车床、平面车床、异型车床、外圆磨床、平面磨床、全加工机床等 | 刀架、卡具或磨轮(头) |
注:本表为企业应具备的基本生产设备,可与上述设备名称不同,但应满足上述设备的功能性能精度要求。
(三)企业生产砂轮产品应具备的检验设备见表3-3。 表3-3企业生产砂轮产品应具备的检验设备及检验类别 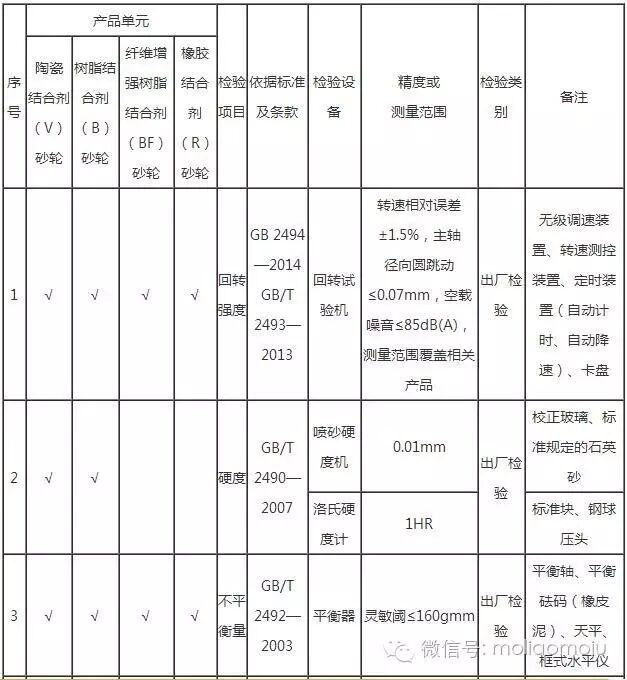
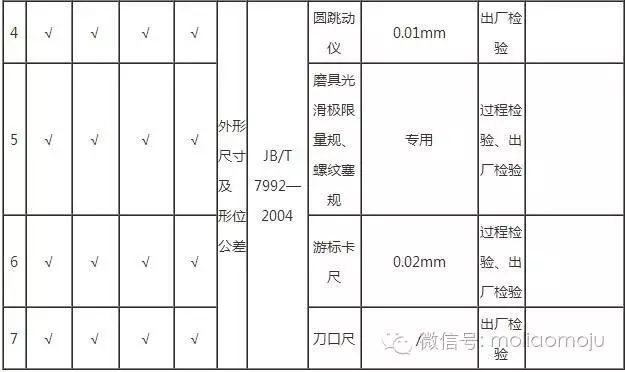
表3-3(续)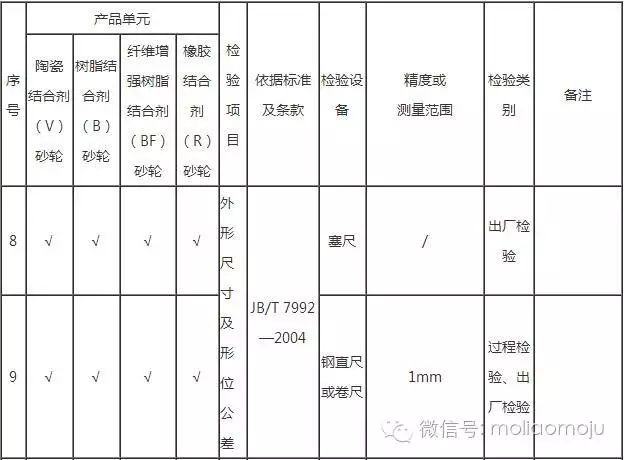
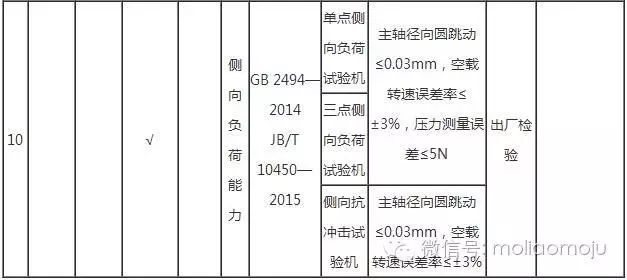
注:1. 打“√”表示该产品单元应具备与之相对应的检验设备。 2.本表为企业应具备的检验设备,可与上述设备名称不同,但应满足上述设备的功能性能精度要求。
3.检验设备应按企业申请的许可范围具体确定。
4.侧向负荷能力检验设备企业可不具备,允许企业按照JB/T 10450―2015规定的频次进行委托检验。
(四)企业生产砂轮产品重要的原材料见表3-4。 表3-4 企业生产砂轮产品重要原材料 序号 | 产品单元 | 重要原材料名称 | 依据标准或主要技术要求 | 1 | 所有单元 | 普通磨料棕刚玉 | GB/T 2478―2008 | 2 | 所有单元 | 普通磨料白刚玉 | GB/T 2479―2008 | 3 | 所有单元 | 普通磨料碳化硅 | GB/T 2480―2008 | 4 | 陶瓷结合剂(V)砂轮、树脂结合剂(B)砂轮、纤维增强树脂结合剂(BF)砂轮 | 普通磨料锆刚玉 | JB/T 1189―2005 | 5 | 陶瓷结合剂(V)砂轮 | 长石 | JC/T859-2000 | 6 | 陶瓷结合剂(V)砂轮 | 硼玻璃 | GB/T1549-2008 | 7 | 陶瓷结合剂(V)砂轮 | 粘土 | GB/T16399-1996 | 8 | 树脂结合剂(B)砂轮、纤维增强树脂结合剂(BF)砂轮 | 磨料磨具用酚醛树脂 | GB/T 24412―2009 | 9 | 纤维增强树脂结合剂(BF)砂轮 | 固结磨具用玻璃纤维增强网片 | JB/T 11432―2013 |
(五)砂轮产品关键工序、质量控制点、特殊过程见表3-5 表3-5 砂轮产品关键工序、质量控制点、特殊过程 序号 | 产品单元 | 关键工序 | 质量控制点 | 特殊过程 | 1 | 陶瓷结合剂(V)砂轮 | 1.混料 2.成型 3.烧成 | 1.混料 2.成型 | 烧成 | 2 | 树脂结合剂(B)砂轮 | 1.混料 2.成型 3.硬化 | 1.混料 2.成型 | 硬化 | 3 | 纤维增强树脂结合剂(BF)砂轮 | 1.混料 2.成型 3.硬化 | 1.混料 2.成型 | 硬化 | 4 | 橡胶结合剂(R)砂轮 | 1.混料 2.成型 3.硫化 | 1.混料 2.成型 | 硫化 |
第八条 申请发证、证书延续、许可范围变更(许可范围变更的情形含:生产工艺发生变化、企业生产场所迁移、增加生产线、增加产品单元、因改制、重组、兼并收购等原因重新设立企业等)需要进行实地核查和产品检验,企业应在实地核查前做好准备,根据本细则第七条要求和实际情况填写下列企业资料,实地核查时提交审查组现场核查: (一) 企业生产砂轮产品主要工艺流程图 (见附件1-1);
(二)企业生产砂轮产品生产设施和检验设施表(见附件1-2)和生产场所示意图(见附件1-3);
(三)企业生产砂轮产品生产设备表(见附件1-4);
(四)企业生产砂轮产品检验设备表(见附件1-5);
(五)企业生产砂轮产品重要原材料明细表 (见附件1-6);
(六)关键岗位专业技术人员表(见附件1-7);
(七)产品技术文件和工艺文件清单(见附件1-8)。
第四章企业实地核查 第九条 现场实地核查时,企业申请取证的产品应正常生产,相关人员应在岗到位。
第十条 审查组现场对企业申请书及证照等申请材料进行核实。
第十一条 审查组现场按照本细则第八条要求对企业准备的所有相关材料(见附件1-1~附件1-8)进行核实。
第十二条 审查组现场按照《砂轮产品生产许可证企业实地核查办法》(见附件2)进行实地核查,并做好记录,形成《企业实地核查不符合项和建议改进项汇总表》(见附件3),完成《生产许可证企业实地核查报告》(见附件4)。
第十三条 审查组现场形成的核查材料和记录(包括附件1-1~附件1-7、附件2、附件3和附件4)一式四份,企业、地方许可证主管部门、审查组织单位、全国工业产品生产许可证审查中心(以下简称全国许可证审查中心)各一份。
第十四条 实地核查判定原则
(一)审查组应对实地核查办法的每一个条款进行核查,并根据其满足生产合格产品的能力的程度分别作出符合、不符合和建议改进的判定。
(二)对判为不符合项的须填写详细的不符合事实,对判为建议改进项的须填写实地核查发现的可改进的问题。
(三)核查结论的确定原则:
实地核查按产品单元审查,未发现不符合,核查结论为合格,否则为不合格。核查结论不合格则该产品单元不合格。
第五章产品检验 第十五条 抽样规则
实地核查合格的企业,审查组按检验样品数量一览表的规定(见表4),在企业自检合格的产品中实施抽样,并填写抽样单(见表5)。
企业应在7日内将样品和抽样单一并送达有资质的生产许可证检验机构(以下简称发证检验机构,企业可在国家质量监督检验检疫总局或省级许可证主管部门网上查询自主选择)。 表4检验样品数量一览表 序号 产品单元 抽检样品种类 抽样基数/片 样品数量/片
1 陶瓷结合剂(V)砂轮 GB/T 2485―2008 ≥20 10
GB/T 23541―2009 ≥20 10
JB/T 6083―2006 ≥20 10
JB/T 8373―2012 ≥20 10
JB/T 10039―2013 ≥20 10
JB/T 11286―2012 ≥20 10
2 树脂结合剂(B)砂轮 GB/T 2485―2008 ≥20 10
JB/T 3631―2005 ≥20 10
JB/T 6083―2006 ≥20 10
JB/T 6353―2015 ≥20 10
JB/T 7983―2013 ≥20 10
JB/T 8338―2012 ≥20 10
JB/T 11431―2013 ≥20 10
3 纤维增强树脂结合剂(BF)砂轮 GB/T 2485―2008 ≥20 10
JB/T 3715―2006 ≥100 10
JB/T 4175―2006 ≥100 10
4 橡胶结合剂(R)砂轮 GB/T 2485―2008 ≥20 10
JB/T 6353―2015 ≥20 10
JB/T 7983―2013 ≥20 10
1.抽样要求 (1)申请取证企业提供的被抽产品必须是工厂自抽样之日起前推一年以内生产并经企业检验合格入库的产品; (2)每个产品单元按企业申请许可范围内执行标准的产品抽样; (3)抽样应包括所申请的最大外径、最大厚度、最高使用速度的产品; (4)一种型号规格产品的抽样基数不足时,可与用途相同、型号相同的另一种规格产品组合抽样(但组合样不得超过两种规格。不同用途、型号的产品不得组合); (5)陶瓷结合剂(V)砂轮和树脂结合剂(B)砂轮的磨料粒度范围包含F36~F150或(和)F180~F1200时,抽样应包括F36~F150或(和)F180~F1200粒度范围的产品; (6)抽检样品不符合以上要求的,企业实地核查结果判为不合格,该产品单元不合格。 2.抽样方法 (1)采取随机抽样的方法,使抽取的样品具有代表性,不允许抽样人员主观指定抽样样品; (2)抽取的样品均应加盖封章,并采用专用封条加封。申请取证企业应采取可靠的防损措施,保护封条和样品,以免运输、搬运过程中被损坏,如有损坏按产品检验不合格论处。 表5 砂轮产品生产许可证抽样单 编号: 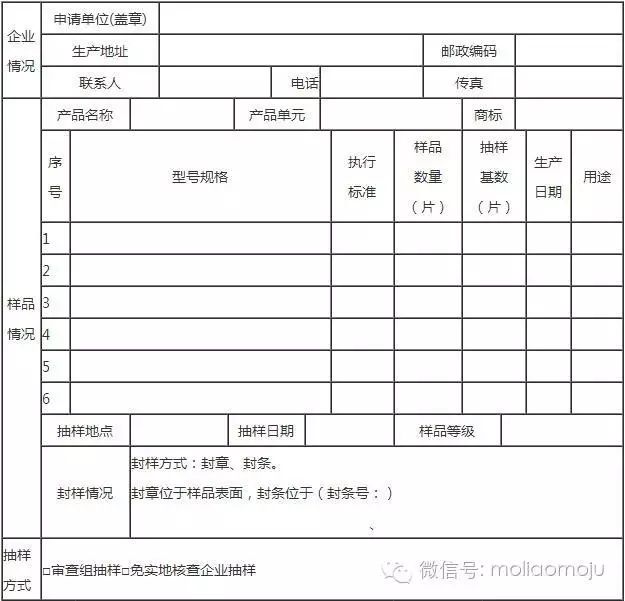
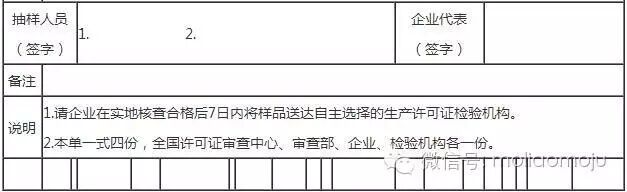
注:1.砂轮产品生产许可证检验样品无论是审查组抽样还是企业抽样,均应填写此抽样单。
2.执行标准为本细则要求该产品执行的标准。
第十六条 需要到生产现场进行检验的,由企业自主选择发证检验机构,发证检验机构可在企业生产现场开展产品检验。
检验的样品若包括D≥500mm或样品总质量大于50kg不便运输的砂轮,企业可申请现场检验。企业申请现场检验的,则样品就地封存待检;企业在实地核查合格后7日内将抽样单送达发证检验机构,由该检验机构入厂检验。样品应妥善保管,以免受损。
第十七条 企业延续符合免实地核查要求、在获证产品单元内增加许可范围的,均不进行实地核查只进行产品检验,企业应在申请受理之日起7日内,按本细则第十五条中表4要求自行抽封样品、填写抽样单(表5),自主选择发证检验机构送样,同时将抽样单和检验委托合同寄送砂轮产品审查部。企业对所抽送样品的及时性、真实性、准确性负责。
企业抽检样品不符合表4要求的,产品检验结果判为不合格,该产品单元不合格。
需要生产现场检验的,企业自主选择发证检验机构进行现场检验。
第十八条 砂轮产品生产许可证发证检验项目、依据标准见表6。表6砂轮产品生产许可证检验项目及依据标准 序号 检验项目 检验依据标准 检验方法依据标准
1 标志 GB/T 2485―2008 GB/T 23541―2009 JB/T 3631―2005 JB/T 3715―2006 JB/T 4175―2006 JB/T 6083―2006 JB/T 6353―2015 JB/T 7983―2013 JB/T 8338―2012 JB/T 8373―2012 JB/T 10039―2013 JB/T 11286―2012 JB/T 11431―2013 JB/T 7992―2004
2 外观 黑心
3 裂纹
4 夹杂
5 发泡
6 哑声
7 外形尺寸 外径
8 厚度
9 磨曲轴砂轮厚度
10 磨沟道砂轮厚度
11 孔径
12 形位公差 端面圆跳动
13 径向圆跳动
14 平面度
15 平行度
16 同轴度
17 圆柱度
18 硬度 GB/T 2490―2007 GB/T 2490―2007
19 不平衡量 GB/T 2492―2003 GB/T 2492―2003
20 回转强度 安全速度试验 GB 2494―2014 GB/T 2493―2013
21 破裂速度试验 GB 2494―2014
注:具体检验项目及要求按相应的产品标准执行。 第十九条 砂轮产品许可证检验综合判定原则:依据JB/T 10450―2015《固结磨具检验规则》进行判定。
第二十条 检验报告
(一)发证检验机构应当在收到企业样品之日起15日内完成检验工作,出具检验报告(格式见附件6)一式四份(企业、发证检验机构、审查组织单位、全国许可证审查中心各一份)。
(二)证书延续企业提供同单元产品6个月内(自检验报告签发日期起)省级以上产品质量监督抽查合格检验报告的,可免于该单元许可证产品检验。
第六章证书许可范围 第二十一条 企业申请的发证产品通过材料核实、现场实地核查和许可证产品检验合格、符合通则和本细则规定要求的,由审查组织单位拟确定产品生产许可范围,报送国家质量监督检验检疫总局批准。
第二十二条 产品生产许可范围的判定原则及示例
产品单元经实地核查合格,且抽样产品检验合格,则证书许可范围为该单元砂轮产品;反之实地核查不合格或产品检验不合格,则产品单元不合格。
砂轮产品生产许可证证书产品许可范围示例:
示例1:
产品名称:砂轮 产品明细:陶瓷结合剂(V)砂轮 D≤500mm、T≤40mm、V≤50m/s、F8及以细磨料粒度、GB/T2485―2008。
示例2:
产品名称:砂轮 产品明细:树脂结合剂(B)砂轮 450mm≤D≤1000mm、T≤200mm、V≤80m/s、F150及以粗磨料粒度、GB/T 2485―2008、JB/T 3631―2005、JB/T 7983―2013。
证书产品明细内容示例见表7。
表7证书产品明细内容示例 示例 产品单元 企业申请内容 实地核查结果 产品检验结果 确认证书产品许可范围
1 陶瓷结合剂(V)砂轮 陶瓷结合剂(V)砂轮D≤500mm、T≤40mm、V≤50m/s、F8及以细磨料粒度、GB/T2485―2008。 陶瓷结合剂(V)砂轮单元实地核查结论合格 所有抽取样品检验结果合格 陶瓷结合剂(V)砂轮D≤500mm、T≤40mm、V≤50m/s、F8及以细磨料粒度、GB/T2485―2008。
2 树脂结合剂(B)砂轮 树脂结合剂(B)砂轮 450mm≤D≤1000mm、T≤200mm、V≤80m/s、F150及以粗磨料粒度、GB/T 2485―2008、JB/T 3631―2005、JB/T 7983―2013。 树脂结合剂(B)砂轮单元实地核查结论合格 所有抽取样品检验结果合格 树脂结合剂(B)砂轮 450mm≤D≤1000mm、T≤200mm、V≤80m/s、F150及以粗磨料粒度、GB/T 2485―2008、JB/T 3631―2005、JB/T 7983―2013。
3 纤维增强树脂结合剂(BF)砂轮 纤维增强树脂结合剂(BF)砂轮 D≤400mm、T≤8mm、V≤70m/s、JB/T3715―2006、JB/T4175―2006 纤维增强树脂结合剂(BF)砂轮单元实地核查结论合格 所有抽取样品检验结果合格 纤维增强树脂结合剂(BF)砂轮 D≤400mm、T≤8mm、V≤70m/s、JB/T3715―2006、JB/T4175―2006
4 橡胶结合剂(R)砂轮 橡胶结合剂(R)砂轮 D≤500mm、T≤200mm、V≤35m/s、GB/T2485―2008 橡胶结合剂(R)砂轮单元实地核查结论合格 所有抽取样品检验结果合格 橡胶结合剂(R)砂轮 D≤500mm、T≤200mm、V≤35m/s、GB/T2485―2008 注:最终发证范围按同时满足实地核查和产品检验的合格范围确定。 第七章附则 第二十三条 砂轮产品审查部联系方式
全国工业产品生产许可证办公室砂轮产品审查部设在国家磨料磨具质量监督检验中心
地址:河南省郑州市高新技术开发区梧桐街121号
邮政编码:450001
电话:0371-67657910
传真:0371-67658535
电子信箱:bh@zzsm.com
联系人:包华
第二十四条 本实施细则由国家质量监督检验检疫总局负责解释。
第二十五条 本实施细则自2016年10月30日起实施,原《砂轮产品生产许可证实施细则》作废。 附件下载请登录(中国磨料磨具网或点击阅读原文)。
| 





 发表于 2016-10-8 16:57:38
发表于 2016-10-8 16:57:38

