|
目前用于单晶金刚石刀具刃磨的工艺方法很多,如机械刃磨法、离子束溅蚀法、聚焦离子束溅蚀、飞秒激光刻蚀、热―机耦合工艺等。机械刃磨法是普遍采用的刃磨方法,具有工艺简单、成本低、加工效率高等优点。但是由于单晶金刚石的硬度和耐磨性极高,使得单晶金刚石刀具的刃磨比较困难。与日本、美国等发达国家相比,我国在金刚石刀具机械刃磨工艺、刃磨机床等方面还存在较大差距,阻碍了国内单晶金刚石刀具机械刃磨技术的发展。因此,深入研究单晶金刚石刀具机械刃磨技术,提高刃磨机床特性,制造高质量、低成本的金刚石刀具具有重要意义。 1 单晶金刚石刀具机械刃磨技术 (1)机械刃磨工艺原理及机理 机械刃磨法是传统的金刚石刀具刃磨方法,其本质是金刚石与金刚石的对研。一般是在直径300-400mm的铸铁研磨盘的表面涂覆一层含细微金刚石微粒的研磨膏,静置一段时间后进行初步预研,使金刚石微粒嵌入到研磨盘表面的微小孔隙中,然后以合适的速度、压力等对金刚石刀具进行刃磨或直接利用金刚石砂轮对刀具进行刃磨。 机械刃磨过程中的金刚石晶体表层材料去除机理研究是当前金刚石刃磨工艺领域研究的热门方向之一,但金刚石刀具的刃磨机理至今尚未有统一的定论。以单晶金刚石晶体为研究对象,学术界曾提出以下几种学说,分别为微观解理、热磨损去除机理、电致磨损去除机理、脆性塑性转变机制、金刚石晶体 sp3碳原子杂化向非晶态sp2碳原子杂化转变机制、高温氧化和石墨化等。目前,能够较为系统完善地解释金刚石晶体表层材料的去除机理是:在金刚石晶体的易磨方向(〈100〉方向)主要发生的是同素异构转变,即金刚石晶体sp3碳原子杂化向稀疏的非晶态sp2碳原子杂化转变;在金刚石晶体的难磨方向(〈110〉方向)主要是微观尺度上的解理断裂,以纳米级微小裂纹的脆性断裂为主。 (2)刃磨面和刃磨方向 以常用单晶金刚石刀具材料八面体金刚石为例,其各典型晶面、晶向如图1所示。 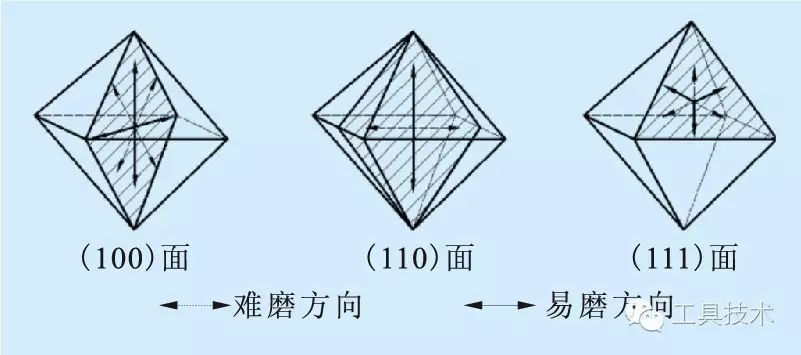
图1 八面体单晶金刚石的典型晶面、晶向
金刚石刀具在刃磨时,考虑到(111)晶面硬度太高,难以刃磨出锋利的切削刃,通常根据工艺经验选择刀具前后刀面,主要有三种方案(见表1)。 表1 前后刀面选择方案 单晶金刚石晶体具有硬度高、各向异性的特点,不同晶面之间存在较大的物理特性和力学性能差异。选择不同晶面作为刀具的刃磨面可获得不同性能的金刚石刀具。李增强等深入分析金刚石刀具表面材料去除机理,通过周期键链(PBC)理论建立用于评价金刚石刀具各向异性的PBC模型,定量描述了金刚石不同晶面的耐磨性能,该PBC模型得出的结论与刃磨实验结果一致,推荐前刀面和后刀面均使用(110)晶面作为刀具刃磨面。周天剑等认为应根据刀具的使用要求来确定刀具刃磨面,选用(100)晶面作为刀具的前、后刀面能够获得强度较高的金刚石刀具;选用(110)晶面作为刀具的前、后刀面能够获得抗机械磨损性能较高的刀具;选用(110)晶面作为刀具的前刀面,(100)晶面作为后刀面,或者前、后刀面都采用(100)晶面能够获得抗化学磨损性能较高的刀具。 在实际刃磨金刚石刀具时,要考虑刃磨质量和刃磨效率。刃磨方向是影响金刚石刀具刃磨效率的主要因素,单晶金刚石各向异性,不但各晶面的硬度、耐磨性不同,而且同一晶面不同方向的耐磨性也不同。如果晶向选择不当,即使晶面选择正确,也会降低刃磨效率,所以在刃磨时宜选择易磨方向(〈100〉方向),同时采取逆磨方式(沿切削刃口指向刀体内的方向刃磨),以保证刃磨效率并减小刃口的微观解理程度。李智等通过金刚石砂轮刃磨单晶金刚石刀具试验证明了易磨方向和难磨方向刃磨效率的差异性。 (3)刃磨参数 在精密、超精密切削加工中,目前使用最广泛的是圆弧刃金刚石刀具。圆弧刃金刚石刀具制造的主要目标是获得刃口锋利、刀面光滑、刀刃轮廓精度高的金刚石刀头。合理选择刃磨参数对于控制刀具的刀尖圆弧轮廓度、刃口锋利度以及刀具表面粗糙度具有重要意义。 ①磨料粒度 磨料粒度指金刚石微粉(刃磨膏的主要成分)粒度或金刚石砂轮粒度。磨料粒度对刀具刃磨质量的影响符合磨削理论,即磨料粒度越细,磨削力越小,产生的磨削热越少,越不容易产生崩刃,磨削率也越低,同时能获得更锋利的切削刃。秦子龙等利用金刚石砂轮刃磨微型金刚石刀具,通过分析正交试验结果发现,砂轮粒度直接影响刃口半径,即砂轮粒度越小,刃口半径也越小,刀具越锋利。丁立宇运用正交试验法分析了不同因素(磨盘转速、车刀摆速、车刀进给量、磨料粒度等)对刀尖圆弧轮廓精度的影响。结果表明,金刚石磨料粒度对刀尖圆弧轮廓度的影响最大。 ②刃磨线速率 刃磨线速率对金刚石刀具刃磨效率和刃磨质量具有重要影响。较大的刃磨线速率能带来较高的刃磨效率,但也加大了金刚石磨粒对刃口的撞击程度。同时因主轴转速增加,主轴的回转精度降低,必然加大研磨盘的端面跳动,进而降低金刚石刀具与刃磨盘之间的接触精度,使切削刃钝圆半径增大,刀具质量下降。宗文俊进行了理论分析,通过刃磨实验研究表明,随着刃磨线速率的不断增大,切削刃钝圆半径也在增大;雷大江等通过优化刃磨工艺,合理控制刀具刃磨过程中的线速率和刃磨压力等,最终稳定获得了刃口质量较高的金刚石刀具,其刀具表面粗糙度0.5nm,刃口锋利度达到50nm左右。 ③刃磨压力 刃磨压力越大,金刚石微粒与金刚石刀具之间的相互作用力越大,刃磨效率越高。压力过大会产生崩刃现象,降低金刚石刀具的表面质量会加剧研磨盘的磨损;压力过小会引起刀具与研磨盘表面接触不充分,影响刀具与研磨盘表面的接触精度,导致刃磨质量降低。陈俊运用正交试验法对影响刀具表面粗糙度、切削刃钝圆半径的因素进行实验,得到表面粗糙度Sa和切削刃钝圆半径Rn在不同条件下的变化趋势。结果表明,随着刃磨压力的逐渐增大,切削刃钝圆半径先减小后增大,压力最佳值10N;当刃磨压力超过15N时,刀具表面质量显著下降。刘志平等通过实验研究了刃磨线速率、刃磨压力、研磨盘和研磨粉等对刃磨质量和刃磨效率的影响情况,认为增加刃磨正压力P,刃磨效率提高,此外,随着刃磨压力加大,刃磨温度升高,可以提高金刚石的刃磨效率。 (4)刃磨机床振动 影响单晶金刚石刀具刃磨质量和刃磨效率的因素较多,如刃磨机床振动、研磨盘表面质量、主轴动平衡精度、刃磨轨迹等。其中,刃磨机床振动是影响金刚石刀具刃磨质量的主要因素之一。 在金刚石刀具的机械刃磨过程中,刃磨机床本身及其刀具装夹系统的振动干扰会降低金刚石刀具与研磨盘间的接触精度,影响金刚石刀具的刃磨精度与表面质量。尤其在精密刃磨时,振动干扰会直接影响刀具锋利度和刀具表面粗糙度。宗文俊等通过检测刃磨机床隔振前和隔振后的金刚石刀具刃磨质量发现,降低机床固有频率和振动幅值,提高金刚石刀具和刃磨盘之间的接触精度,可明显改善金刚石刀具的质量。雷大江等发现刃磨机床和刀架结构的振动干扰会影响刀具的锋锐度和表面粗糙度,通过改进刀架结构使刀具刃磨质量得到显著提高。 2 单晶金刚石刀具机械刃磨技术发展趋势 (1)进一步探索刃磨机理 从金刚石刀具刃磨技术的发展历程来看,刃磨机理一直是研究的热点,先后出现的多种刃磨理论主要由国外研究人员提出。到目前为止,提出的各种刃磨理论主要是从刃磨实验的观测结果和现象推测得到的,很少有学者从金刚石晶体学的微观角度去研究刃磨机理。从晶体学的微观角度来看,化学键的键强决定材料的强度与硬度,也必然与金刚石晶体表层材料去除有着密不可分的关系。因此,今后需要进一步从晶体学微观角度出发,综合考虑影响金刚石晶体材料去除的各个因素,包括刃磨参数、刃磨过程中金刚石发生的相变和化学反应等,并结合金刚石晶体的共价键结构和键强,从原子量级揭示金刚石晶体在刃磨过程中晶体易磨方向和难磨方向的材料去除理论,完善刃磨机理。 (2)创新刃磨工艺 单晶金刚石刀具的刃磨质量和刃磨效率与刃磨工艺方法密切相关。虽然目前有多种加工方法,但由于单晶金刚石有极高的硬度,采用单一刃磨工艺方法不能很好地实现高效、经济、高精度的加工。为兼顾各种加工方法的优点,可以通过不同工艺方法的结合,创新金刚石刀具的刃磨技术。宗文俊等通过热―机耦合刃磨工艺,可在10min内使金刚石刀具刃口锋利度从30-50nm(由机械刃磨法获得)降低到2-9nm,该工艺简单,成本低,是应用前景较好的金刚石刀具刃磨方法。李强等采用机械刃磨法高效获得所需几何形状的金刚石刀具,然后以化学辅助机械刃磨法对单晶金刚石进行抛光。实验证明,用该工艺抛光单晶金刚石,表面粗糙度Ra可达0.8nm,此工艺对加工设备、加工环境等要求不高,可高效经济地获得优异加工表面,具有较好的应用前景。今后的发展趋势是金刚石刀具粗磨和精磨两个阶段将采用不同的刃磨工艺。即在粗磨阶段,由于金刚石刀具的材料去除量较大,考虑到加工效率,采用普通的机械刃磨法;在精磨阶段,考虑到刀具质量,采用热―机耦合刃磨工艺、化学辅助机械抛光等复合工艺。 (3)提高刃磨机床性能 近年来,我国在金刚石刃磨机床的研发中做了大量工作,并自主研发了多台不同型号的刃磨机床。但是这些刃磨机床在抗振性、工作可靠性以及主轴回转精度水平上与国外技术顶尖的刃磨机床还存在差距,在一定程度上阻碍了金刚石刀具刃磨质量的提高。目前,从提高刃磨机床主轴回转精度方面看,各研究机构在刃磨机床的设计制造过程中均采用静压轴承主轴(包括气体静压轴承和液体静压轴承),不仅极大提高主轴回转精度,而且为研磨盘的端面跳动达到亚微米创造了条件;从降低刃磨机床振动和机床变形方面看,通过不断优化摆轴部件、刀夹部件等结构,同时采用高刚度、高抗振性、低热膨胀系数的优质大理石作为刃磨工作平台,大幅提高了刃磨机床的抗振性能和整体抗变形能力。今后还需继续优化静压轴承主轴结构,同时努力提高金刚石刀具刃磨机床关键部件的刚度和精度,逐渐缩小与国外刃磨机床之间的差距。 (4)研发刃磨辅助装置 由于对金刚石刀具需求量的增加,各国都在研发刃磨机床的辅助装置,以实现刀具的自动化刃磨。目前,国外已研发出多台不同型号的数控刃磨机床,配备有监测设备,实时监测刀具的磨削情况和刃磨机床精度状况,并将监测结果反馈给用户以调整刃磨参数,初步实现金刚石刀具的半自动和全自动加工。国内建立了基于在线图像处理的圆弧刃金刚石刀具研磨系统,该辅助系统可对CCD摄像头监测到的图像进行数据处理,并将结果作为反馈信号用于调节研磨机运动,最后得到刃口轮廓精度为±0.5μm、刃口半径为0.5mm的单晶金刚石刀具。此外,在金刚石刀具刃磨前需要对刀,但是目前缺少高精度的对刀装置,通过调整微调机构来实现刀具定位不仅费时费力,而且难以保证对刀精度。因此,要加大刀具几何参数在线监测设备、对刀装置等一些刀具刃磨辅助装置的研发力度,使金刚石刀具的刃磨向实现数控化、自动化的方向发展,逐渐摆脱目前刃磨调刀只能依赖工人技术水平的局面。 小结 单晶金刚石刀具加工精度高、使用寿命长,在超精密切削加工中应用广泛。近年来,采用金刚石刀具加工的产品(如隐形眼镜片、菲涅尔透镜、复印机的感光磁鼓等)越来越多地进入到普通家庭和工作场所。金刚石刀具的广泛应用对刀具刃磨技术提出了更高的要求。机械刃磨法具有工艺简单、成本低、加工效率高等优点,是目前应用最广泛的刃磨工艺方法之一。合理选择刀具的刃磨面、刃磨方向、刃磨参数以及降低刃磨机床振动等能有效提高单晶金刚石刀具的机械刃磨质量和刃磨效率。随着对刃磨机理、刃磨参数的深入研究,刃磨工艺的创新以及刃磨机床精度的提高和刃磨辅助装置的研发,金刚石刀具将向高质量、低成本的方向进一步发展。 原载《工具技术》 作者:颜认
| 





 发表于 2016-10-20 10:42:13
发表于 2016-10-20 10:42:13

